有効 のど 厚
歯ぎしり 顔 でかいのど厚の基礎知識と、溶接サイズとの関係 - 建築学生が学ぶ . のど厚は隅肉溶接部の耐力に関係します。隅肉溶接部の耐力は下式です。 隅肉溶接の耐力=のど厚×有効長さ×溶接部の許容せん断応力度 つまりのど厚が大きいほど(サイズが大きいほど)、隅肉溶接の耐力は大きくなります。また溶接部の有効長さも重要で、始端と終端は溶接不良が多いので、サイズ分差し引くこと … 詳細. 溶接の有効のど厚とは? – ミカオ建築館. A 応力が有効に伝わる厚み 溶接の厚みをのど厚といい、そのうち応力が伝わる厚みを有効のど厚といいます。 隅肉溶接では、隅肉サイズを底辺とする二等辺三角形の垂線の長さが有効のど厚となります。. 10‐10 「脚長」、「のど厚」を正しく理解する. ティグ溶接ではのど厚不足になる傾向に。 画像の板厚は6mmです。 溶け込み不足があると理論のど厚が確保できないよねって話。 半自動溶接では電流設定が適正ならば、のど厚が凹むことはま …. 隅肉溶接の基礎知識はこれでOK!用語、強度計算、設計上の . 図示のように、 隅肉溶接継手のルートから盛金表面までの最短距離 を隅肉溶接の「 実のど厚 」(actual throat)、 ルートからサイズで定義される三角形 …. 部分溶け込み溶接とは|記号・有効のど厚の基準【隅肉溶接と . 有効のど厚は、溶接方法と開先角度によって異なります。 部分溶け込み溶接は、斜めの開先(溝、グルーブ)に簡単に溶着金属を入れるもの。 開先の奥ま …. 
明日 の 運勢 タロット 仕事突き合わせ溶接の「開先」とは. V型. I型. 突き合わせ溶接の「余盛高さ」とは. 突き合わせ溶接の「エンドタブ」とは. 有 …. 第8講 溶接接合 - 国立大学法人名古屋工業大学 建築・デザイ …. 隅肉溶接 ・重ね継手,かど継手,T継手 ・のど厚,脚長,サイズ,有効長さ ・せん断応力度の検討. 部分溶け込み溶接 ・曲げ応力. 犬 の 抜歯
最後 の マンガ 展溶接欠陥と検査 ・割れ,アンダーカット,スラグ巻 …. 溶接技術への手引き - J-STAGE. 設計(強 度)計 算に用いる溶接の有効断面積は, 一般にのど厚aに 溶接の有効長さlを乗じたa× lを用いる.・ 6.3.1の ど 厚 JISZ3001で は,す み肉継手についてサイズ 及びこれから …. すみ肉溶接とは|記号の書き方、脚長・サイズ・のど厚の意味 . すみ肉溶接の「のど厚」とは. すみ肉溶接の「サイズ」とは. まとめ. すみ肉溶接とは、母材(溶接する鋼板)を重ねたり、T字形に接合する場合に用いられ …. のど厚/理論のど厚/実際のど厚 - ユニコントロールズ株式会社. のど厚/理論のど厚/実際のど厚は、すみ肉溶接(ほぼ直角に交わる二つの面のすみに溶接する、三角形の断面をもつ溶接)の大きさを表すために用いら …. 設計初心者必見!溶接の指示の仕方、脚長やのど厚について . 溶接の指示の仕方、脚長やのど厚についても解説. 投稿日:2022年09月07日. category: ものコラム. tag: 図面を描く. 機械加工を学ぶ. 構造設計に携わる …. すみ肉溶接の「のど厚」は脚長で簡単に求められる。|40代から . すみ肉溶接の脚長から「のど厚」を簡単に求めることができる。のど厚=脚長サイズ×0.7mm 溶接の耐力を求めることができれば,自分で計算して設計で …. Q-01-02-05 - 溶接継手の強度を表す不文律は。 | 接合・溶接 . のど断面は,のど厚と有効溶接長さを掛け合せたものである。 Pmax = σw ・ a ・ ef. のど厚は,完全溶込み溶接では部材の厚さ,板厚差があるときは薄い方 …. 実際のど厚 [JSME Mechanical Engineering Dictionary]. 突合せ溶接継手およびすみ肉溶接継手の実際に有効なのど厚.のど厚には,溶接継手の設計計算に用いる理論のど厚と,実際の溶接部での最小のど厚があ …. (すみ肉の−)有効のど厚. (すみ肉の−)有効のど厚. ホーム. php 配列 の 数
400 フィート は 何 メートル用語集. (すみ肉の−)有効のど厚. 用語解説. 設計上用いるすみ肉溶接に内包される最大の三角形の高さ。 注記 鋼構造設計基準では,通 …. 胃から石を摘出!? 飲み込んだのは柴犬さん「10万円の石 . 「本日内視鏡手術で胃から摘出した10万円の石」 石を飲み込んでしまった柴犬さんがX(旧Twitter)で話題になりました。 投稿したのは、飼い主の . 【食道がんの放射線治療】患者数が多い全国トップ15病院 手術 . 病院から得た回答結果をもとに、手術数・治療数の多い病院をランキングにして掲載している。. 本記事では「食道がん放射線治療」の解説と . フレア溶接とは|記号・基準・必要資格を解説【アーク溶接と . 「のど厚」のうち応力が伝わる厚みを「有効のど厚」といいます。 規格では下限を薄板側の70%以上と定めています。 溶接長さ. フレア溶接の溶接長さ …. はしかのワクチンが足りない? 日本国内では2月以降、感染者相 . 日本国内では2月以降、感染者相次ぐ…今、必要な接種の優先順位. Tweet. 今年に入り、麻疹(はしか)のワクチンが不足しているという声が医師や . 理事長「遊びがエスカレート」障害者支援施設で児童に . 南関町の障害者支援施設で入所者に暴行を加えたとして14日、職員の男3人が逮捕された事件で、施設を運営する社会福祉法人「臼間会」の理事長 . 「のどがつらくて大変」子どもの感染が多い“溶連菌”が流行 . 「のどがつらくて大変」子どもの感染が多い“溶連菌”が流行 大人でも重症化する恐れ 北海道 幼稚園や小学校に通う子どもの感染が多い溶連菌 . 双極性障害か、うつ病か―― 悩ましい診断 血液検査で診断可能 . 双極性障害に関連するバイオマーカーを検出できる、簡単な血液検査の開発に関する報告が、「JAMA Psychiatry」に10月25日発表された。論文の筆頭 . 溶接部の強度とは?溶接部の耐力の計算方法と許容応力度 . 溶接部の耐力に関係する脚長、のど厚は下記が参考になります。 溶接部の脚長とは? サイズとどう違う? 脚長の基礎知識. 食べ づわり 食べ て も 気持ち 悪い
腕時計 時々 止まる100円から読める! ネット不要! 印刷しても読 …. (すみ肉の−)のど厚. 折り紙 金魚 の 折り 方
吹奏楽 の ため の パルティータ用語解説. すみ肉溶接部の厚さを表す値。. throat thickness, throat (−of a fillet weld) すみ肉継手 の強度検討においては、 脚長 よりものど厚を重視します。. なぜなら、強度を …. 給食がのどに詰まり死亡 みやま市の学校で救命講習(九州朝日 . 給食中に男子児童がのどを詰まらせ死亡する事故が起きた福岡県みやま市で、全教職員を対象にした救命講習が始まりました。 「背中を叩いて . フレア溶接とは?脚長、のど厚、記号、溶接長、アーク溶接と . フレア溶接の、のど厚 フレア溶接の「のど厚(のどあつ)」はサイズの0.7倍(70%分)以上です。これは通常の溶接と同じ考え方ですね。 のど厚の意味は下記の記事が …. (すみ肉の−)のど厚. 用語解説. すみ肉溶接部の厚さを表す値。. すみ肉継手 の強度検討においては、 脚長 よりものど厚を重視します。. なぜなら、強度を担保する溶接部断面積はのど厚で決まるからです。. 例えば、脚長の仕上がりが溶接記号で指示された すみ肉のサイズ 通り . 部分溶け込み溶接の有効のど厚は? – ミカオ建築館. Q 部分溶け込み溶接の有効のど厚は、開先の深さとすることができる? A いいえ。開先の深さ全部とすることができない場合がある 部分溶込み溶接では、圧縮応力は力が伝わるけど、引張り応力や曲げモーメントは溶け込んでいない部分では力が伝わりません。. 【機械設計マスターへの道】設計者が知っておくべき …. 目次1.隅肉溶接とは?隅肉溶接は「アーク溶接」の一つ隅肉溶接と溶接接手2.隅肉溶接における「脚長」「サイズ」「のど厚」とは?3.有効長さと応力計算に用いる断面積(強度計算)4.隅肉溶接の図示方法(記号と書き …. のど厚 | ニツコー熔材. のど厚 (のどあつ) すみ肉溶接において、その断面に内接する直角三角形を描いたとき、ルート部から対辺までの垂線距離をいい、のど厚には、設計計算上用いる理論のど厚と、実際上溶接された所の実際のど厚とがある。 ニツ . 2.1 は じ め に. 溶接設計の基礎. 3.1. 溶接構造物の設計の基本は,設計する構造物に期待される性能を発揮させつつ設計寿命を全うさせることである.溶接部の品質には,材料・溶接法の選択や各種強度計算結果の妥当性はもとより,溶接施工の難易など溶接設計が直接的・間接 . Q-01-02-13 - 部分溶込み溶接は,どのような構造,部材の継手 . Q. 部分溶込み溶接では,板厚と同じのど厚を確保できませんが,JASS6で規定されている突合せ継手の部分溶込みは溶接は,具体的にどのような構造,部材の継手に適用されるのでしょうか。. 部分溶込み溶接は,開先のルート部に不溶着部分が残ることを前提 . 溶接管理技術者2級電子化教材 - 溶接情報センター. 図3.69(a)の突合せ継手開先溶接では溶接部に垂直応力σが作用し,σは次式で与えられる。ただし,σ:溶接部ののど断面の引張応力あるいは圧縮応力(建築・土木の分野では応力の代わりに応力度を使用する)P:継手に作用する荷重a:溶接部ののど厚(理論のど厚の定義は後述)L:溶接部の . 溶接管理技術者2級電子化教材 - 溶接情報センター. 溶接管理技術者2級電子化教材. 〔2〕すみ肉溶接部ののど厚aすみ肉溶接各部の名称を図3.72に示す。. ルートからすみ肉溶接の止端までの距離を脚長という。. サイズSと(理論)のど厚aについては図3.73で説明する。. 図3.73 (a)に示す等脚長および図 (b)の不等 . のど厚 [JSME Mechanical Engineering Dictionary]. 機械材料・材料加工. のど厚には理論のど厚と実際のど厚があるが,単にのど厚という場合は理論のど厚をさす.継手の強度計算を行うために必要な値で,突合せ溶接継手では接合する部材の板厚,厚さが異なる部材の場合には薄いほうの部材の板厚 …. 隅肉溶接とは!?開先溶接との違いや記号の意味を知ろう | コラム . 隅肉溶接の有効長さに「のど厚」をかけた値が「有効断面積」とされます。 有効断面積に隅肉溶接の強度をかければ「隅肉溶接の耐力」を計算できます。 隅肉溶接の注意点 隅肉溶接は金属材料を融解して凝固する作業ですが、その際 . 隅肉溶接の有効のど厚はサイズの何倍? – ミカオ建築館. Q 隅肉溶接では、有効のど厚=( )×サイズ. A 1/√2 ≒0.7. 直角2等辺三角形ではサイズSと斜辺への垂線の長さaとの比は、1:√2になります。. そこから a=1/√2S ≒ 0.7S と出ます。. ついに発売!. スーパー記憶術の新訂版. 1級建築士受験スーパー記憶術 . 第8講 溶接接合 - 国立大学法人名古屋工業大学 建築・デザイ …. ・のど厚,有効長さ ・保有耐力接合 隅肉溶接 ・重ね継手,かど継手,T継手 ・のど厚,脚長,サイズ,有効長さ ・せん断応力度の検討 部分溶け込み溶接 ・曲げ応力 溶接欠陥と検査 ・割れ,アンダーカット,スラグ巻き込み,ブロー . 母材より許容応力は低くなる!溶接部の強度設計まとめ . のど厚は溶接継手の種類によって寸法のとり方が変わる ①突き合わせ溶接 ・・・ 溶接の外に盛り上がる部分(余盛)を含まない板厚 ②すみ肉溶接 ・・・ 板の溶接面から45 斜めの溶接部厚さがのど厚 溶接部の強度設計方法について . 溶接部の有効面積とは? – ミカオ建築館. なぜSの2倍を引くかというと、隅肉溶接の両端は細くしぼむからです。のど厚、長さともに有効と付けるのは、構造的に有効で、施工的に安全を見ているということです。 鉄骨造の入り口はこの本で RC造、S造の少し進ん だ内容はこの . 部分溶け込み溶接の有効のど厚について - JWES 溶接Q&A . 部分溶け込み溶接の有効のど厚について. 初心者です。. 教えてください。. 平板を付き合せるような状態で、部分溶け込み溶接を考えています。. 半自動溶接で行う場合、有効のど厚=開先深さとなる開先形状を. 教えて下さい。. 資料色々みて見た …. 溶接の有効長さ [JSME Mechanical Engineering Dictionary]. 溶接の有効長さ=溶接の全長-理論のど厚 とすることが多い.溶接部ののど断面は有効長さに理論のど厚を掛けて算定する. 08/1013051.txt · 最終更新: 2017/07/19 08:49 by 127.0.0.1 ページ用ツール ソースの表示 以前のリビジョン . 溶接管理技術者2級電子化教材. のど厚 a=0.39D-2(D<_10mmの場合),a=0.39D-3(10<D<_22の場合)溶接長 l =10Dで図3.85に示すように,溶接ビードから鉄筋端まで20mm空け,回し溶接箇所にアンダカットを生じやすいので,回し溶接をしない。有効 元の . アーク溶接 第98話 溶接部の品質とビード寸法不良(1) 担当 高木 . のど厚 (a);最小ビード厚さを示す「のど厚」の寸法は溶接部の強度を決定する重要な特性値。材質が同じであればこれらの寸法に比例して強度も増加する。規格では下限を薄板側の70%以上と定めている。但し「実際のど厚」は母材 . 杭頭補強筋の溶接長さに関して構造上いつも迷う事とは . 記載されている溶接長さにのど厚を足してしまうと、 現実的に施工不可能な状態になることが多いからである。 そこで 過去に確認した所、構造担当者の多くは、記載されている長さで 溶接の有効長さ+のど厚x2を満たしている。という . 鉄筋溶接技術資料-008. ja 香川 に こる ん
に従って grammar図-1 のど厚 フレアー溶接は基本的には側面スミ肉溶接である。そののど厚は図-1のようになる。前記の指針作成時にはD/ 2を(D=鉄筋径)と仮定した。しかし、その後の研究で、のど厚はD/4~D/2の間にくることが明らか. 部分溶込み溶接の有効のど厚は? | ミカオ建築館 日記 - 楽天 . Q 部分溶け込み溶接の有効のど厚は、開先の深さとすることができる?. A いいえ。. 開先の深さ全部とすることができない場合がある. 部分溶込み溶接では、圧縮応力は力が伝わるけど、引張り応力や曲げモーメントは溶け込んでいない部分では力が伝 …. 12‐04 溶接ゲージの使い方を再確認して品質管理に努める . 【すみ肉のど厚の測定】 その他応用測定 【丸棒径、板厚の測定】 溶接ゲージを使う目的 製品の 品質管理 と溶接者の 意識向上 が目的です。 ①溶接ゲージは品質管理に優れている まず、ステンレス鋼材の熱伝導率は軟鋼に比べて 約1 . 隅肉溶接とは - MONOWEB. 隅肉溶接には、その溶接部にそれぞれ「脚長(きゃくちょう)」「サイズ」「のど厚」といった寸法が設定 されています。 ・縦方向の脚長と横方向の脚長寸法が違う場合は 「不等脚」 ・同じ場合は「等脚」 と呼ばれます。 又、のど . 喉厚の英訳|英辞郎 on the WEB:アルク. 本 を 読む 姿勢
ようせい の ま ほう しょうじ ょ喉厚 throat《溶接》 throat depth throat thickness - アルクがお届けするオンライン英和・和英辞書検索サービス。 語学学習のアルクのサイトがお届けする進化するオンライン英和・和英辞書『英辞郎 on the WEB』。. 鉄骨加工の隅肉溶接とは | 鉄骨工事の知識. 脚長×0.7=のど厚 溶接部分が見た目で凹んでいたり検査などで溶接用ゲージなどで測って溶接量が足りないと判断されてしまいます。 のど厚が足りないと溶接不良となったりするので追加で溶接を行ってもらう余盛(よもり)をお願いされる場合が …. 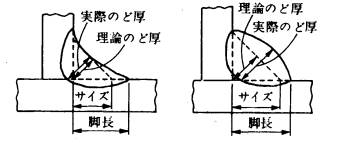
お 会い したこの度は「溶接ゲージ」をお買上げいただきありがとうございます。. この商品は、開先角度60°または50°の異形すみ肉溶接ののど厚測定、開先の無いすみ肉のど厚測定に使用する測定工具です。. 正しく安全にお使いいただくため、ご使用の前に本取扱説明 . 部分溶込み溶接の有効のど厚は? | ミカオ建築館 日記 - 楽天 . Q 部分溶け込み溶接の有効のど厚は、開先の深さとすることができる?. A いいえ。. 開先の深さ全部とすることができない場合がある. 部分溶込み溶接では、圧縮応力は力が伝わるけど、引張り応力や曲げモーメントは溶け込んでいない部分では力が伝 …. 溶接管理技術者2級電子化教材 - 溶接情報センター. (解)突合せ溶接継手ののど厚は板厚になるので,a=25mm有効溶接長さは板幅に等しいので,L=100mmしたがって,有効のど断面積の総和は,のど厚(a)×有効溶接長さ(L)であるから,25×100=2500mm2SM490の許容引張応力 . 溶接記号の描き方と基礎知識について - 建築学生が学ぶ「構造 . フレア溶接とは?1分でわかる意味、脚長、のど厚、記号、溶接長 ウッカリ間違える溶接記号の注意点 最後に、ウッカリ間違える溶接記号を説明します。 隅肉溶接の記号を逆に描かない。 隅肉溶接の記号は、あくまでも下図の記号です。. 溶接技術への手引き - J-STAGE. 図5.5完 全溶込み開先溶接ののど厚 図5.6部 分溶込み突合せ継手ののど厚 代表的なものは裏はつりを行う両面溶接で,片 面溶接の場合はティグ溶接,裏 波溶接又は裏当材 を用いる施工法によって健全なルートパスを得る ようにする(図5.1A. 二級建築士の過去問 平成27年(2015年) 学科3(建築構造 . 4、隅肉溶接の溶接部の有効面積は、(溶接の有効長さ)×(有効のど厚)により算出します。有効のど厚は溶接の厚みのうち、応力が伝わる厚みのことをいいます。 したがって誤った記述となります。5、 溶接継目ののど断面に対する短期 . 鋼構造接合部設計指針 第2版 質問・意見および回答 - AIJ. p.68 部分溶込み溶接継目の「のど厚」について ①「手溶接」は,「被覆アーク溶接」と考えますが宜しいでしょうか?② 有効のど厚の設定について,鋼構造設計規準-2005年第4版-では,被覆アーク溶接およびガスシー. 
二階 建て を 平屋 に リフォーム4.3.2.1-すみ肉溶接の有効面積は、有効溶接長に乗算されます。. 有効な喉によって。. したがって、上記のステートメントから、有効な喉が有効面積を測定するために重要であることがわかります。. 4.3.2.4-有効なスロート(E)は、SAWを除くすべてのプロセス . 鋼材等及び溶接部の許容応力度並びに材料強度の基準強度を . 鋼材の厚さが四十ミ リメートルを超え百 ミリメートル以下の もの 二一五 SWH四〇〇 SWH四〇〇L . に応じて求めた有効断面積 (単位 平方ミリメート ル)で除した数値 二 JIS G三五四六(異形線 ロープ)―二〇〇〇の付表 一から付表 . 
上杉建築事務所:HOME 構造設計 マンション等の . すみ肉のサイズ. すみ肉ののど厚 すみ肉の有効のど厚 積層 全姿勢 層 層間温度 走行速度 立向姿勢 タック溶接 炭酸ガスアーク溶接 断続溶接 突合せ継手 継手効率 ティグ(TIG)溶接 手溶接 電弧(でんこ)溶接 溶込み 溶込不良 なめ付け 熱影響部 パス. 部分溶け込み溶接の有効のど厚について - JWES 溶接Q&A . 部分溶け込み溶接の有効のど厚について. 初心者です。. 教えてください。. 平板を付き合せるような状態で、部分溶け込み溶接を考えています。. 半自動溶接で行う場合、有効のど厚=開先深さとなる開先形状を. 教えて下さい。. 資料色々みて見たのですが